Depuis les premières études de moulage, préparées par les équipes pédagogiques d’Eugène Victor RONCERAY,
 le premier directeur de l’Ecole Supérieure de Fonderie (et pas encore de Forge, à l’époque !…) en 1924, il s’est passé quelques années !
le premier directeur de l’Ecole Supérieure de Fonderie (et pas encore de Forge, à l’époque !…) en 1924, il s’est passé quelques années !
En 2009, de la planche à dessin, on est passé à la CAO, mais le principe reste le même ! Pour faire un modèle 3D, il faut savoir lire un plan ! 😉
L’étude de moulage, consiste, à partir du plan d’une pièce finie, à élaborer la gamme de fabrication complète de la pièce de « A » à « Z » en définissant :
le type de moulage en fonction du nombre de pièce à fabriquer ;
la nature du sable de moulage en fonction du matériau ;
le moyen retenu pour obtenir les formes de la pièce, les dépouilles, la cotation et les tolérances à respecter, l’état de surface, les surépaisseurs d’usinage et les points de départ d’usinage, le retrait et les jeux de remmoulage :
le sens de moulage, et la définition du plan de joint, en tenant compte d’un certain nombre de précautions : joint plan, moulage et démoulage simples, empreinte contenue le plus possible dans une même partie du moule…
la définition des noyaux, de leur formes, leur nombre, les portées, les jeux de remmoulage et de forçage à prévoir ;
les systèmes d’alimentation de la pièce, leur position, les dimensions des attaques, des canaux et descentes de coulée, les masselottes, la position des filtres, dégorgeoirs en se basant pour le calcul des sections de ces éléments sur les méthodes enseignées à l’ESFF ;
…
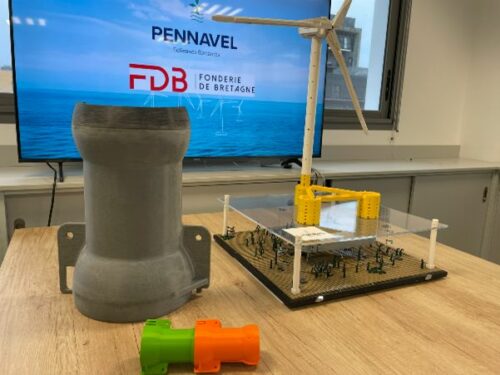
Pour cet exemple, il s’agissait d’un « carter fixe de giro-andaineur* » en fonte à graphite sphéroïdal FGS 400‐15.

- : Un giro-andaineur, est une machine agricole qui sert à mettre en andain (à « andainer »), le foin, l’herbe à ensilage, les fanes, ou des débris végétaux, la paille…
Aucun texte alternatif pour cette image
Selon l’Encyclopédie ou Dictionnaire raisonné des sciences, des arts et des métiers ( éditée de 1751 à 1772 sous la direction de Denis Diderot et Jean Le Rond d’Alembert)…
« Pour fondre en sable, on commence par préparer les moules ; ce qui se fait en cette manière… »
Gamme de fabrication
Le travail commence par une étude détaillée du plan de la pièce finie, au format « papier », dans le but de « déchiffrer » ses mystères…
Ensuite, on réfléchit à la manière dont la pièce pourrait être moulée, dans la meilleure position possible. On choisit le type de sable à utiliser et on définit par calcul les systèmes de remplissage et d’alimentation de la pièce.
Toujours suivant Diderot et d’Alembert :
« Tous les sables ne sont pas également propres aux Fondeurs ; ceux qui sont trop secs, c’est-à-dire, sans aucun mélange de terre, ne peuvent point retenir la forme des modèles : celui dont les fondeurs de Paris se servent vient de Fontenay-aux-roses, village près de Paris ; sa couleur est jaune, mais devient noire par la poussière de charbon, dont les Fondeurs saupoudrent leurs modèles. »
Les objectif sont :
d’obtenir les empreintes du moule (inférieure & supérieure) ;
de s’assurer de remplissage rapide mais le plus calmement possible ;
de faire en sorte de « sortir » les points de dernière solidification du volume final de la pièce en étudiant le refroidissement pour éviter les défauts.
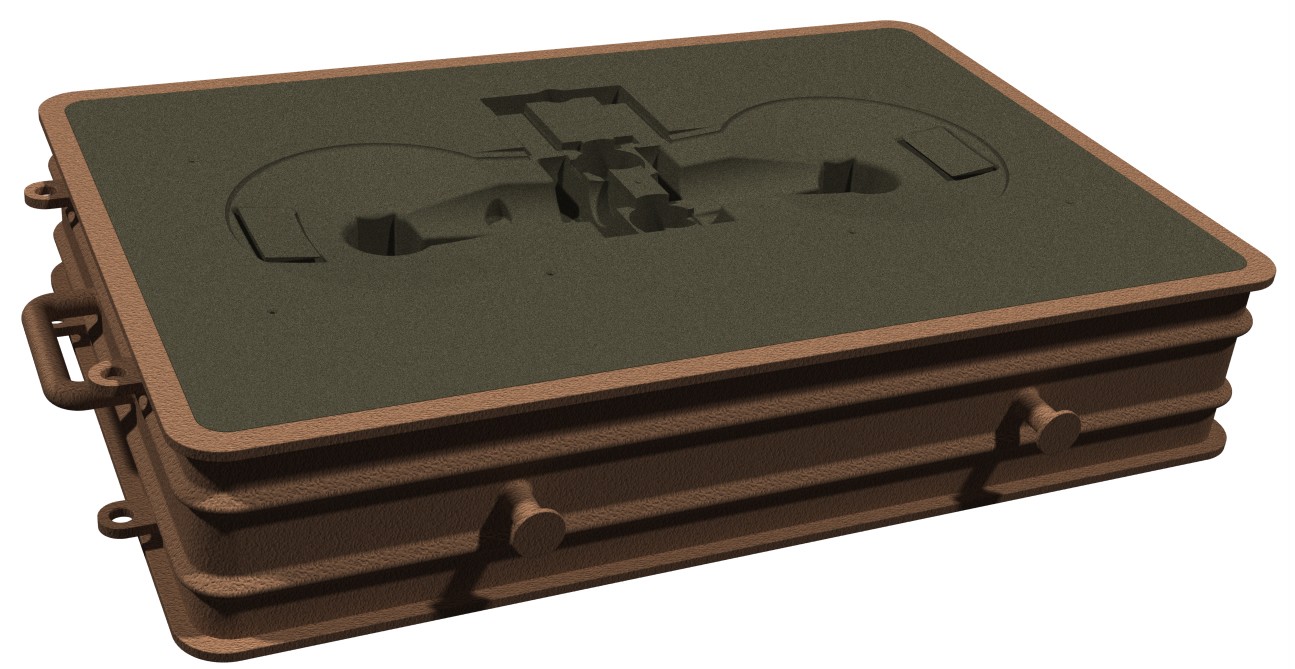
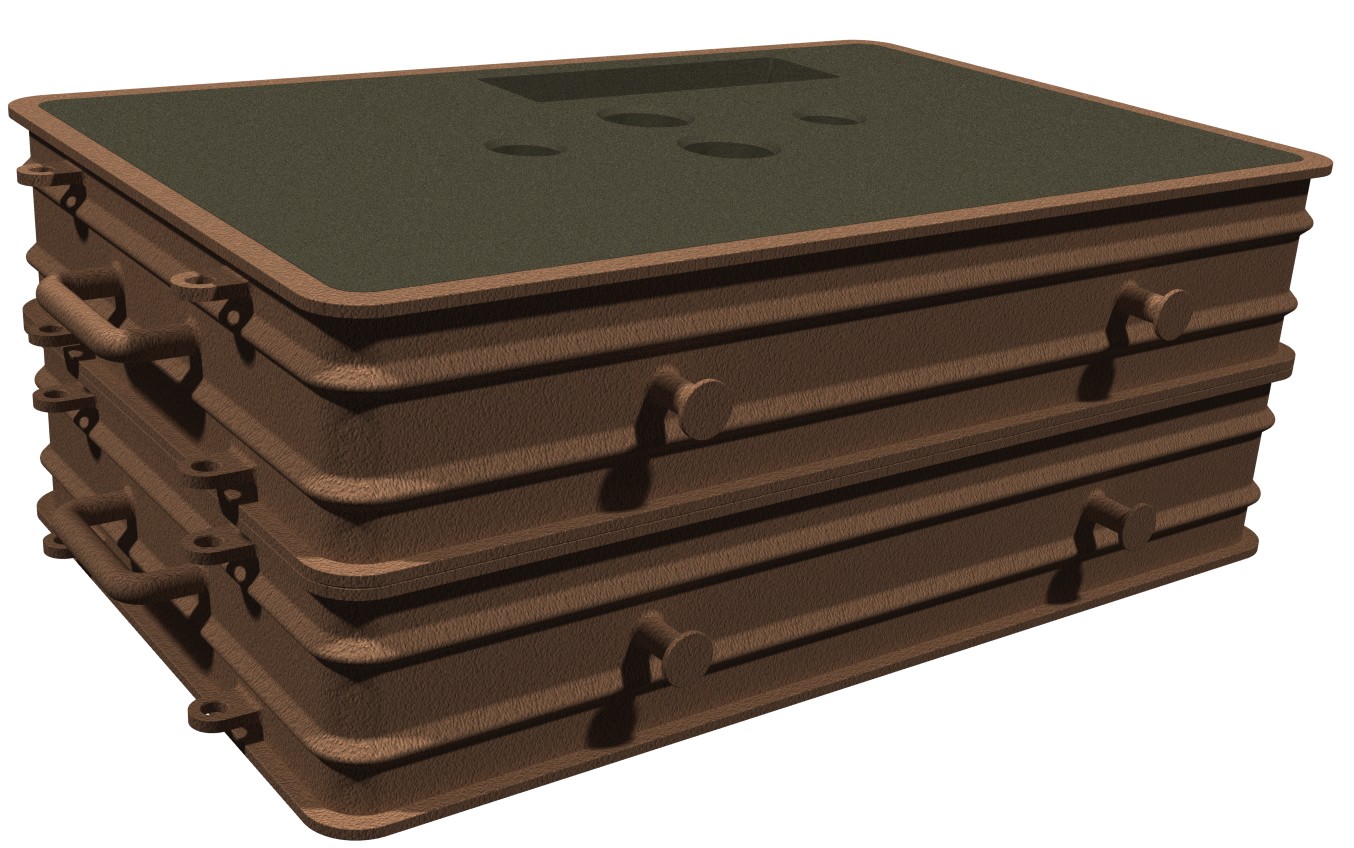
Obtention du moule
Les empreintes inferieure et supérieure sont obtenues grâce à des plaques modèles sur lesquelles sont installé des châssis destinés à contenir le sable de moulage.
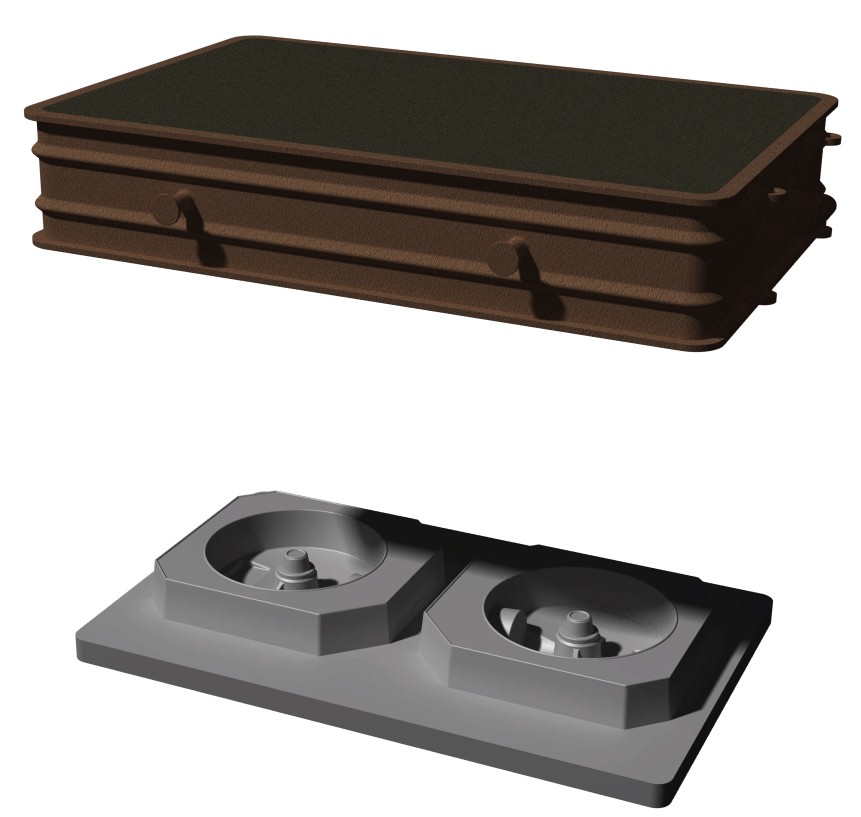
Partie inférieure


Partie supérieure
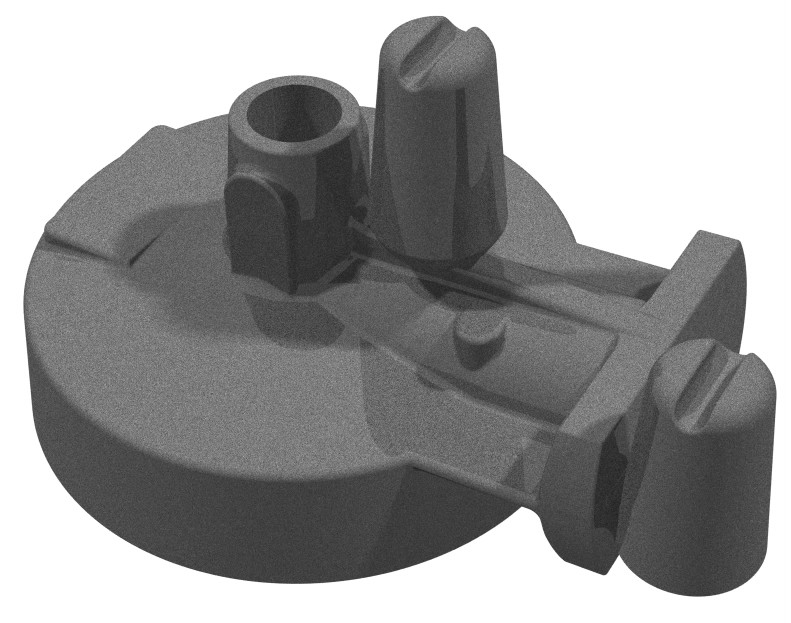
Noyautage
En prenant en compte les formes de la pièce et sa position retenue dans le moule, 3 noyaux ont été nécessaires.
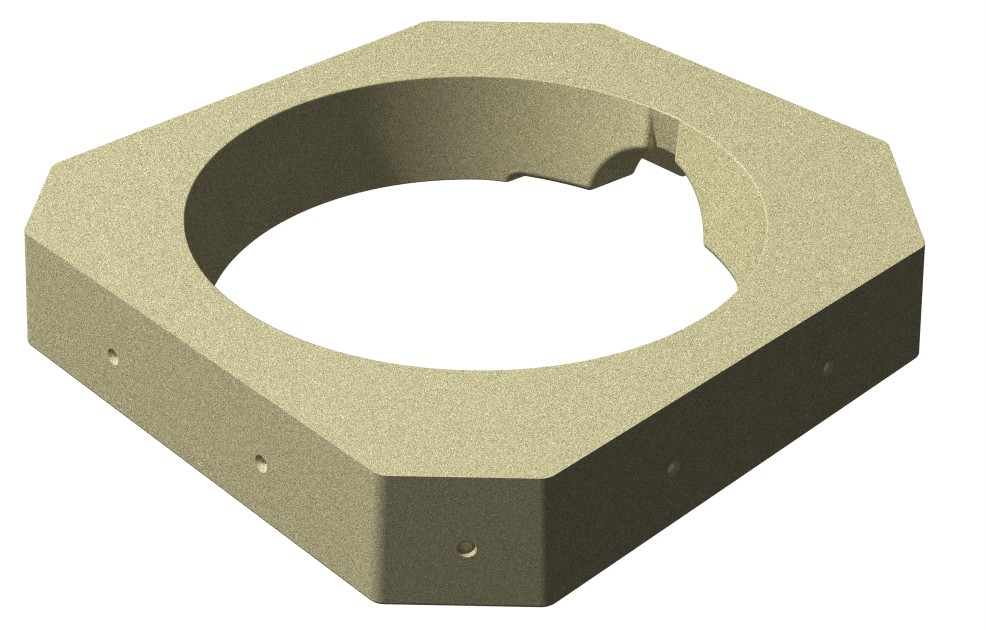
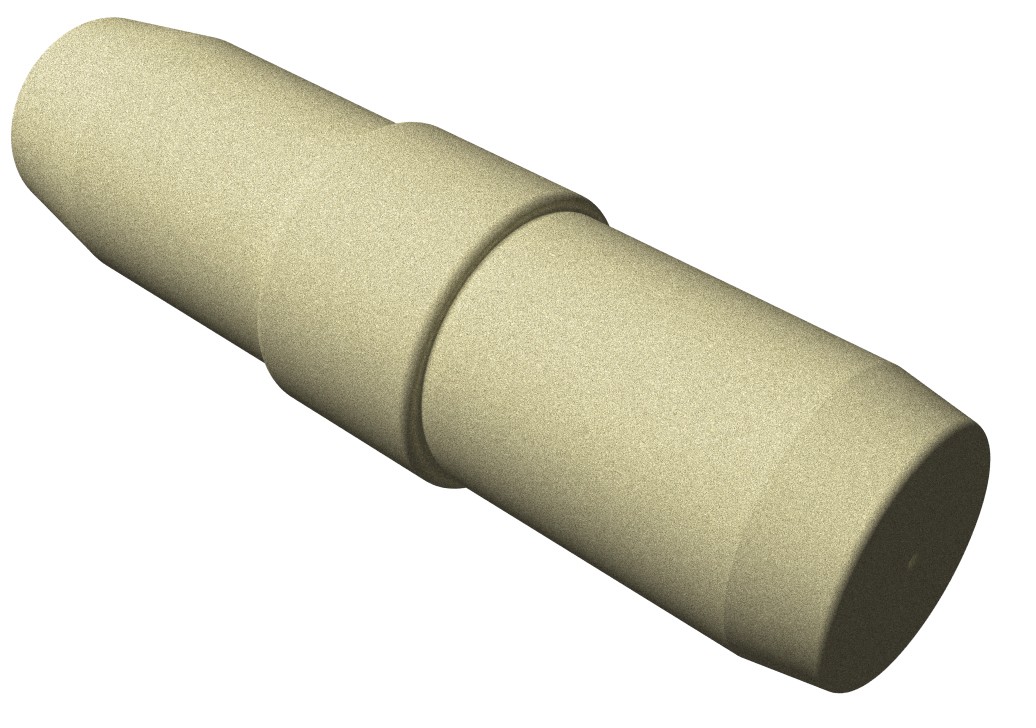
Noyau « 1 »
Pour obtenir la forme extérieure de la pièce.
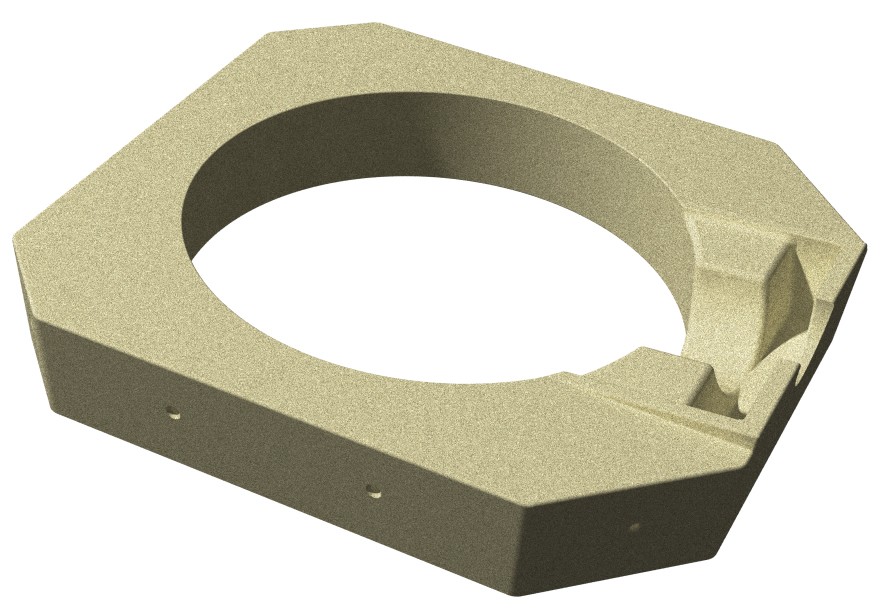
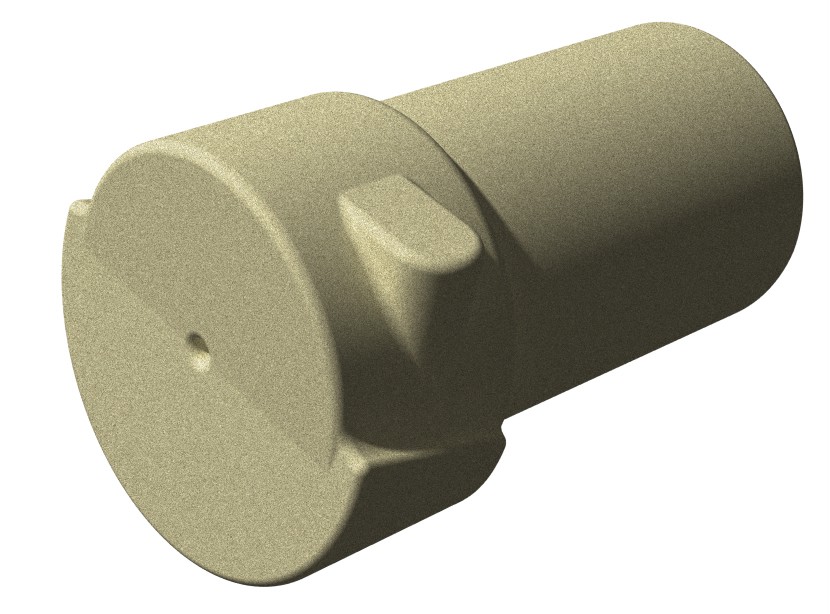
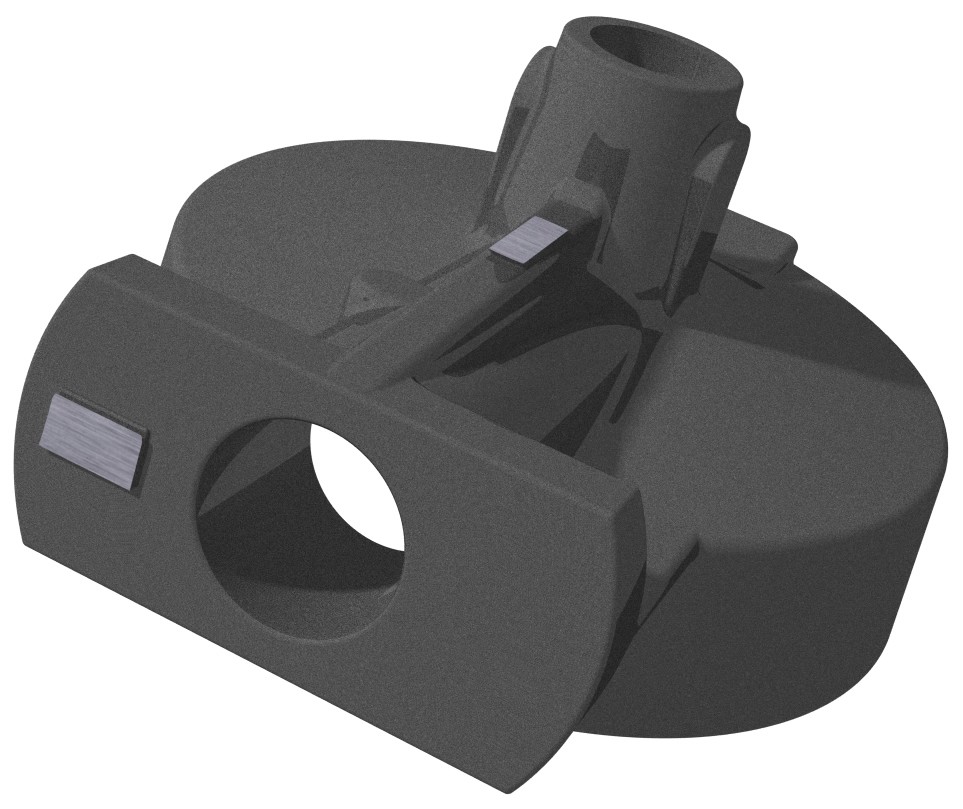
Noyau « 2 »
Ce noyau était destiné à obtenir l’alésage central de la pièce.
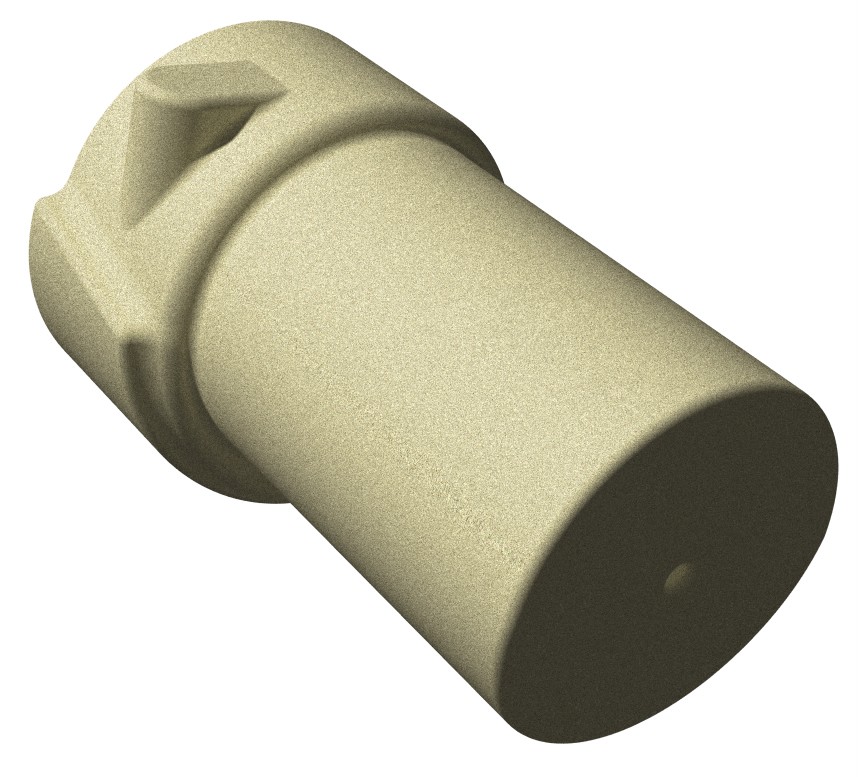
Noyau « 3 »
Ce noyau était destiné à obtenir la seconde partie creuse de la pièce.
Montage du moule
Une fois les empreintes obtenues et les noyaux fabriqués, on peut désormais aborder le montage du moule avant la coulée.

Mise en place des 2 noyaux « 1 »

Aucun texte alternatif pour cette image
Mise en place des 2 noyaux « 2 »
Aucun texte alternatif pour cette image
Mise en place des 2 noyaux « 3 »
Partie supérieure
Fermeture du moule
Le moule est désormais prêt pour la coulée !
Suivant Diderot et d’Alembert :
« Lorsque l’on veut couler le métal, on incline la presse, en sorte que les ouvertures des chassis qui servent d’entonnoirs pour les jets, regardent en en-haut ; ce qui se fait en appuyant les moules par la partie opposée sur le bord du baquet, ensorte que leur plan fasse avec l’horison un angle d’environ 30 degrés… »
Coulée
Le remplissage de l’empreinte est effectué par le biais d’un entonnoir prévu à cet effet.
« L’ouvrier qui prend le creuset, a la précaution de mettre à sa main gauche un gros gant mouillé, qui l’empêche de se brûler en tenant la tenaille près du creuset, ce qui ne manqueroit pas d’arriver sans cette précaution, tant par la chaleur des tenailles, que par la vapeur enflammée du métal fondu qui est dans le creuset… »
Parachèvement et finition
Une fois que l’empreinte est remplie…
« Lorsque le métal a cessé d’être liquide, on verse de l’eau sur les châssis pour éteindre le feu que le métal fondu y a mis ; on relève ensuite les moules, & on desserre la presse, d’où on retire les moules, que l’on ouvre pour en tirer les ouvrages. Le sable est ensuite remis dans la caisse, où on le corroie de nouveau pour en former d’autres moules. »
Une fois qu’elles sont suffisamment refroidies, les pièces sont séparées du moule en sable.
Décochage
Aucun texte alternatif pour cette image
On sépare ensuite les systèmes d’alimentation & de remplissage, avant l’usinage final.

« Les fondeurs coupent les jets des ouvrages qu’ils ont fondus, & les remettent à ceux qui les ont commandés sans les réparer. »
Pièce brute unitaire – Avec masselottes
Séparation des masselottes
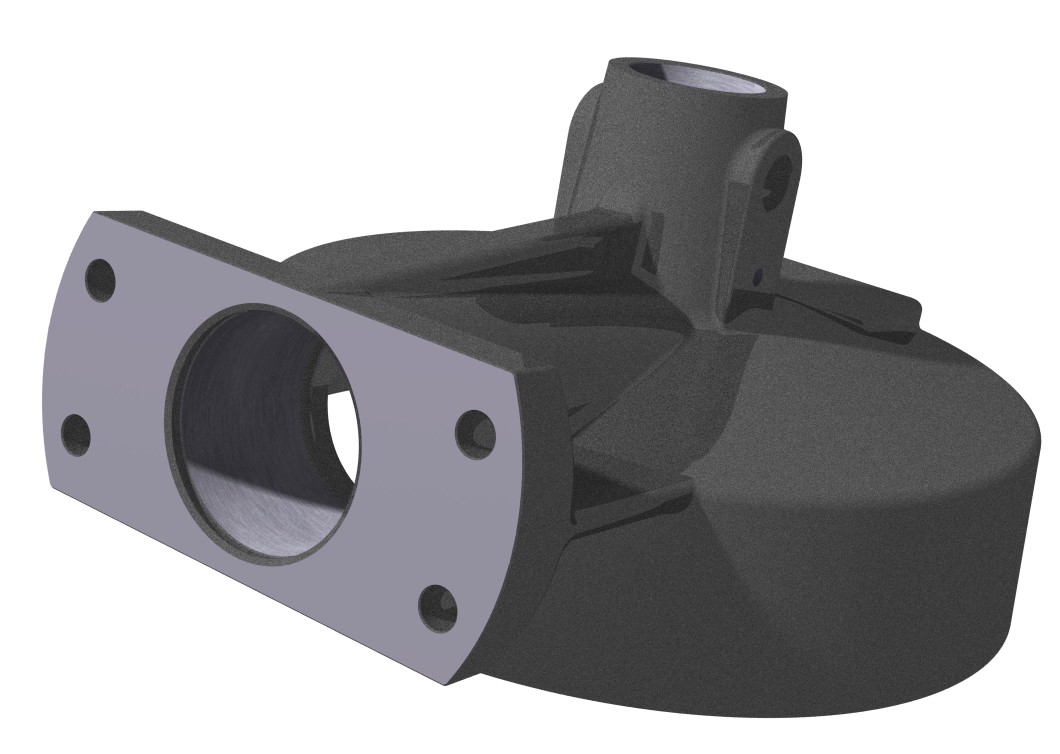
Usinage final
Dans le cas présent, plusieurs surface doivent être usinées pour obtenir les caractéristiques dimensionnelles souhaitées.
En espérant avoir éveillé votre curiosité en ce qui concerne la fonderie, en vous présentant brièvement quelques images de cette étude, je vous souhaite une très bonne journée !
 Vous aimez la fonderie et la forge ? Aidez-les à durer
Vous aimez la fonderie et la forge ? Aidez-les à durer Adhérer à l’AAESFF, ce n’est pas une formalité. C’est un acte fort
Adhérer à l’AAESFF, ce n’est pas une formalité. C’est un acte fort Organiser les Fondériales
Organiser les Fondériales Réindustrialisation, métiers en tension…
Réindustrialisation, métiers en tension…
 Rejoignez l’AAESFF dès maintenant
Rejoignez l’AAESFF dès maintenant

































Bonjour
Si cela intéresse les lecteurs, j’ai en ma possession une superbe affiche du concours ESF 1924.
Je peux partager l’affiche si cela vous intéresse !
@+ Julien PETIT (fonderie ZWIEBEL 67)
Piwi ; vivement intéressé
pwibault@gmail.com