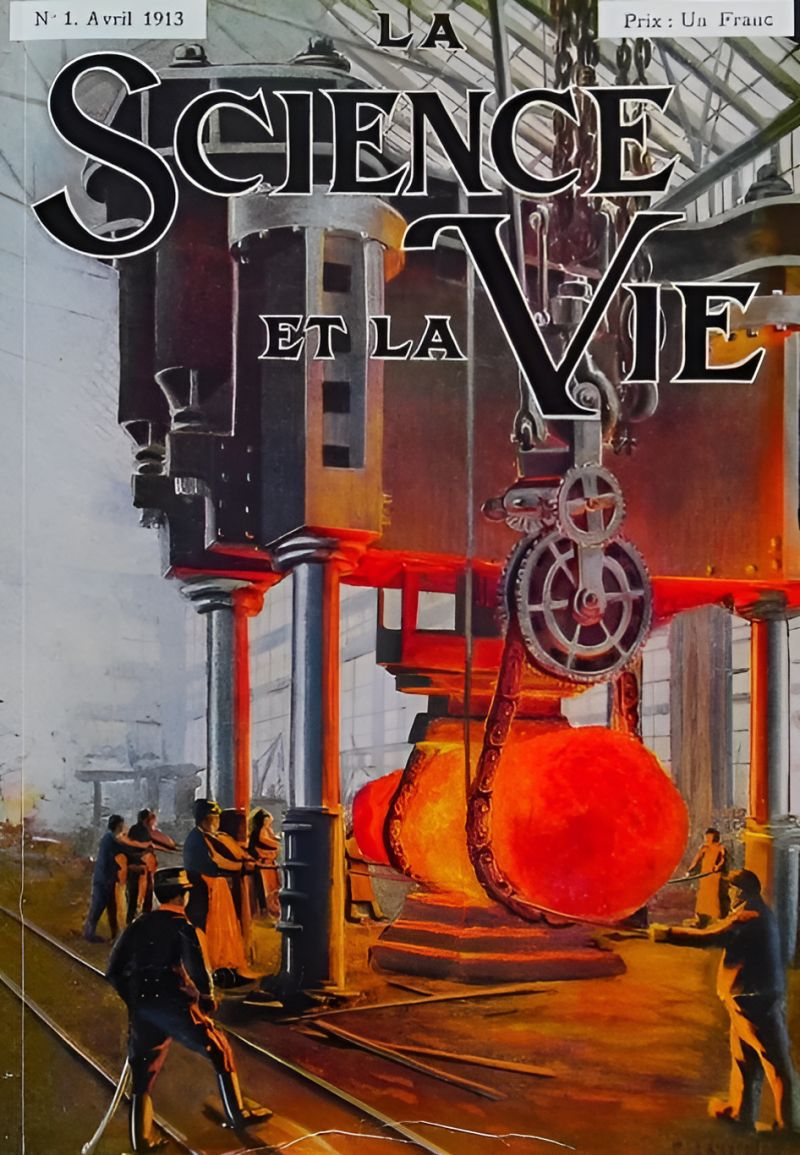

Le numéro 1 d’avril 1913 du magazine « La Science & la Vie » qui deviendra plus tard Science et Vie est consacré à la forge. Voici comment sont décrites les opérations de forgeage et de recuit. Un siècle plus tard ces opérations se sont fortement modernisées et digitalisées mais ces opérations effectuées par des compagnons passionnés et dotés d’un grand savoir-faire sont toujours d’actualités
Extraits : « Forgeage du lingot.
Le forgeage a un double but: amener progressivement le lingot à une forme voisine de celle de son emploi en améliorant sa qualité. Après la coulée, le métal, en se refroidissant lentement, a cristallisé en gros grains et perdu une grande partie de sa résistance à la rupture, ainsi que de sa ténacité. Pour l’améliorer et pour le façonner, on réchauffe le lingot à une température comprise entre 1000 et 1 050°C, c’est-à-dire au rouge cerise très clair ; l’acier, rendu ainsi très plastique, se traite facilement sous le pilon ou sous la presse, et on évite des réchauffages, ou « chaudes», trop nombreuses.
Le forgeage a pour principaux effets de diminuer la grosseur du grain, d’améliorer l’homogénéité de la masse, d’aplatir les soufflures, d’expulser partiellement les inclusions de crasses ou de scories, d’augmenter la résistance du métal à la rupture et de diminuer sa fragilité.
Il se décompose en deux opérations : l’étirage, qui a principalement pour but de corroyer le métal pour lui faire acquérir ses qualités d’homogénéité, d’élasticité et de résistance ; l’étampage, qui amène la pièce à ses formes approchées. Il s’effectue par choc ou par compression lente, c’est-à-dire au marteau-pilon ou à la presse. Le marteau-pilon, qui agit par choc, exerce, à chaque frappe sur le lingot en forgeage, une pression voisine de 100 000 kg. Le lingot est fixé au bout d’une énorme pince à longue tige que des manœuvres maintiennent à l’aide de barres transversales ; un homme se tient à l’extrémité de la pince pour guider le lingot et un mécanicien dirige au moyen d’un levier les manœuvres de montée et de descente de la frappe.
Cependant, dans toutes les grandes forges modernes, on installe des presses à forger hydrauliques verticaux, dont l’action, plus lente, pénètre au centre des lingots : ces appareils exercent une pression variant de 2 000 à 10 000 tonnes. Qu’il s’agisse de pilons ou de presses, l’engin de forgeage proprement dit est entouré de grues à pivot de 100 à 150 tonnes qui saisissent le lingot au moyen de pinces et de chaînes formidables, pour l’amener en face d’un four de réchauffage à gaz où on l’introduit à moitié. Il y reste de 12 à 24 heures.
Le recuit
Le forgeage, étant données les variations de température et les irrégularités de son action mécanique, produit des effets inégaux dans les divers points de la masse de l’ébauché. On y remédie au moyen du « recuit », qui consiste à réchauffer le métal à 1 000 °C dans un four spécial.