La raison tient à ses propriétés mécaniques qui le rendent incontournable. Sa masse volumique élevée de 11.35 g/cm3 et son point de fusion de seulement 327°C, en font une substance lourde et facilement malléable. En comparaison, la densité théorique de l’acier est de 7.50 g/cm3 et son point de fusion de 1534°C. De même, le plomb s’oxyde bien moins vite que l’acier. Enfin, il est à même de faire rempart aux radiations.
Avec de l’Antimoine, le plomb peut gagner en élasticité. D’autres alliages sont possibles ( © LEMER MARINE)
Le plomb est par ailleurs bien plus économique que d’autres métaux lourds comme le tungstène, l’or ou même l’uranium.
D’abord, il faut moins d’énergie pour le faire fondre.

Ensuite, si son cours reste très fluctuant, il reste très abordable (2500 euros la tonne contre près de 35.000 pour le tungstène). Il est aussi facilement récupérable. Si la demande mondiale est en nette augmentation, près de la moitié de la production est issue du recyclage (principalement d’anciennes batteries de voitures), plus que pour tout autre métal. Le directeur général, Laurent Lécole, se félicite d’ailleurs d’acheter en majeure partie cette matière sous forme de lingots issus du recyclage.
 |C))
|C))
Des lingots de plomb prêts à l’emploi (© MER ET MARINE – MATTHIAS ESPERANDIEU)

De fait, le plomb est encore massivement utilisé pour servir de lest en tout genre, de noyau fusible pour l’industrie, d’anodes, de blindage radiologique ou encore de munitions pour les chasseurs et des applications militaires.
Une société, deux sites de production et six marchés différents
La fonderie Lemer a beau être spécialisée dans le plomb, elle n’en reste pas moins très fortement diversifiée dans ses applications. Cela lui permet d’être plus résistante à d’éventuelles crises sectorielles.
Elle est principalement présente sur les six secteurs suivants : la pêche et la plongée sous-marine (40% du chiffre d’affaires), le nautisme (15%), le lestage (15%), l’industrie (15%), le nucléaire (10%) et les substituts au plomb (5%). Son chiffre d’affaires atteinte 8 millions d’euros. Ainsi, elle fabrique un ensemble conséquent de produits et sous-produits à base de plomb ou d’alliages de substitution pour des clients très diversifiés. Cela va des grands industriels (Naval Group, Airbus, Bénéteau) aux enseignes de grande distribution spécialisées (Decathlon) en passant par certains acteurs publics (Ifremer, CEA).
Pour des raisons techniques, les activités industrielles de la société sont réparties sur deux sites différents.
Un premier atelier est implanté dans la zone industrielle de Nantes-Carquefou. On y fabrique des pièces de très petite taille réalisées en très grandes séries, par exemple des plombs de pêche ou encore des briques de protection contre la radioactivité. C’est aussi là que se trouve le siège du groupe avec les chargés d’affaires et le bureau d’études. La majeure partie de la cinquantaine de salariés y travaille.
L’autre site industriel se trouve au Loroux-Bottereau, au sud-est de Nantes. Le bâtiment, plus haut et doté d’un pont roulant d’une capacité de 20 tonnes, est adapté à la confection de grandes pièces à l’unité ou en faible série.
L’atelier du Loroux-Bottereau (© MER ET MARINE – MATTHIAS ESPERANDIEU)

Lests de navires et quilles de voiliers
Dans le domaine naval, la société vend principalement des quilles de voiliers et des lests, qui peuvent aussi servir occasionnellement pour des applications terrestres comme le ferroviaire ou la manutention. Un voilier a besoin d’une quille pour faire contrepoids au mât. Mais cet objet, lourd par définition, doit être le moins pénalisant possible pour la traînée du bateau. Il est composé d’un bulbe et d’un voile, le bulbe est réalisé en plomb, car il est lourd, peu oxydable et dense, ce qui permet de réduire sa taille. Le voile, lui, est simplement réalisé en fonte. Pour Lemer, les bulbes de quilles représentent une activité intéressante.
Comme le rappelle Ulysse Harin, la fabrication de quilles pour voiliers est un des axes de développement importants de l’entreprise. « Ce sont des éléments à haute valeur ajoutée qui nécessitent un savoir-faire bien particulier. Ici, nous avons un bureau d’études qui nous permet d’être force de proposition pour nos clients. De même, on est responsable pour l’ensemble des quilles que nous fabriquons, et ce même si nous avons recours à des sous-traitants pour certaines pièces en fonte. De fait, notre rôle de fournisseur est très valorisant. Nous sommes de vrais partenaires».
Une quille exceptionnelle de 25 tonnes
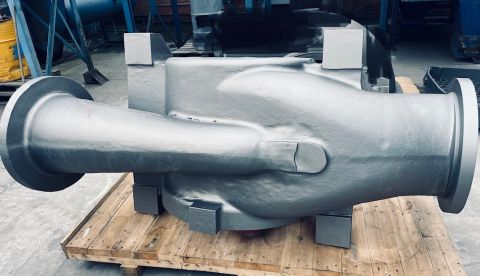
Concrètement, Lemer apporte son expertise dans la maîtrise de la fusion du plomb. Et à en croire les fondeurs, celui-ci n’a plus rien à voir avec ce qui se faisait il y a 10 ou 15 ans. « Nous réalisons en ce moment même notre plus grosse quille avec un bulbe en plomb enrichi à l’antimoine pour lui donner plus de résistance. Le cahier des charges nous imposait un poids maximal 23.13 tonnes pour le bulbe, hors sur celle-ci, nous avons réussi à descendre à 23.06 tonnes. C’est grâce à l’expérience acquise que nous arrivons à ce type de résultat», détaille Ulysse Harin. Cette quille de 25 tonnes est destinée au chantier SouthernWind Shipyard du Cap, en Afrique du Sud, pour la réalisation d’un yacht de 34 mètres de long.

Ce bulde de quille en finition est le plus imposant jamais coulé par la fonderie Lemer pour le marché du nautisme
(© MER ET MARINE – MATTHIAS ESPERANDIEU)
Un produit à haut niveau de finition
L’objectif de l’industriel nantais est non seulement de participer à la conception via son bureau d’études, mais aussi de fabriquer un produit avec un haut niveau de finition. Pour cela, l’entreprise a investi dans une cabine de peinture qui permet de livrer des produits très aboutis. De même, un travail de revêtement en époxy est mené en interne pour améliorer la pénétration dans l’eau et protéger la quille.
La salle d’ébarbage, où commence la finition des pièces, dispose d’une ouverture sur le toit pour une meilleure manutention (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Une quille de Figaro Beneteau 3 dans la cabine à peinture (© MER ET MARINE – MATTHIAS ESPERANDIEU)

On utilise un revêtement époxyde pour protéger le bulbe et le rendre plus efficace (© MER ET MARINE – ME)
Le marché des voiliers monocoques
En plus de ces grandes pièces unitaires, l’entreprise peut effectuer des séries de quilles de moindres dimensions. Par exemple, Lemer s’est fait une spécialité dans la production de quilles pour les voiliers Figaro Bénéteau III. Pour ce type de réalisations, des stocks de matières premières et même de quilles sont constitués pour être plus réactifs à la demande.

Deux quilles de Figaro Beneteau 3, un voilier de course construit par Bénéteau (© MER ET MARINE – ME)
La quille est bien visible sur cette image de synthèse (© BENETEAU)
Le marché du nautisme, sur lequel veut surfer l’entreprise, se focalise évidemment sur les monocoques, catamarans et trimarans étant dépourvus de quille. Et ce marché des monocoques aujourd’hui est plus actif aux États-Unis et en Asie, là où les multicoques sont actuellement plus en vogue en Europe.
La réalisation des grandes pièces au Loroux-Bottereau
La fonderie du Loroux-Bottereau est théoriquement à même de réaliser des pièces à l’unité jusqu’à 50 tonnes, le record étant jusqu’ici détenu par un bloc de lest de 40 tonnes.
Pour fondre une pièce en plomb, il faut un moule. C’est ce dernier qui va accueillir le métal en fusion jusqu’à ce qu’il refroidisse et se solidifie dans sa forme définitive. Pour avoir un moule, il faut d’abord le modèle pour le créer. C’est un principe simple qui demande dans la pratique une expérience propre au fondeur. Et chose particulière, elle ne réclame pas une main d’œuvre très importante. Dans l’atelier, il n’y a que 3 salariés attitrés sur les 47 de la société. Un effectif réduit au sein duquel chacun se voit confier une tâche précise : contrôle de la fusion du plomb, de sa coulée, montage et finition des pièces…

Deux moules en sable en attente pour une coulée (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Le processus commence quand le client envoie les plans 3D de la pièce qu’il souhaite faire fabriquer. Une reproduction de celle-ci, en polystyrène, bois ou résine est d’abord réalisée par les équipes de Lemer. Ce modèle va ensuite être utilisé pour façonner un moule, dans lequel on coulera le plomb en fusion pour obtenir le produit souhaité. Lors de cette opération, la précision et l’expérience des ouvriers sont primordiales. La substance métallique contenue dans la poche doit être à la bonne température. Les hommes présents s’affairent donc à son chevet pour contrôler la chaleur du liquide.
Une fois la coulée lancée, on assiste à un étrange phénomène. La matière fondue est extrêmement fluide et arbore une teinte grise légèrement brillante. Chose assez surprenante, il n’y a pas d’éclaboussure : « C’est très différent de la fonte ou de l’acier, lorsque que l’on déverse le plomb liquide, il ne rejailli pas violemment», nous apprends le chef d’atelier. C’est ce qui permet aux ouvriers de ne pas avoir besoin des mêmes tenues de protection ignifugées que celles des personnels travaillant dans les aciéries. On installe des résistances dans l’ensemble pour harmoniser le remplissage.
Une production ajustable
L’objectif de l’entreprise est d’adapter ses coûts de production et de revient selon ses commandes pour rester compétitive. Pour cela, les modèles peuvent être réalisés en différentes matières selon le nombre d’utilisations qu’on attend d’eux. Ainsi, le polystyrène simple est destiné à un usage unique, le polystyrène straté (ajout d’un additif le rendant plus résistant) est adapté pour la création d’une vingtaine de pièces, la résine et le bois sont quant à eux privilégiés pour des grandes séries.
Un modèle en polystyrène simple (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Un modèle en polystyrène straté réutilisable plusieurs fois (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Deux partie d’un même modèle (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Même chose pour le moule qui peut être réalisé en sable ou en fonte. Pour une pièce unique, on va privilégier le sable à qui on adjoint un additif résineux. Emprisonné dans un bardage métallique, il formera un moule à usage unique, mais de qualité, pour un très faible coût. D’autant que Lemer peut créer lui-même des moules en sable. Par contre, pour une grande série, il devient plus économique de disposer d’un moule en fonte, réutilisable de nombreuses fois, dont la réalisation est sous-traitée à des partenaires locaux.

Un moule en fonte pour grande série (© MER ET MARINE – MATTHIAS ESPERANDIEU)

(© MER ET MARINE – MATTHIAS ESPERANDIEU)
Lorsqu’il est en sable, le moule peut être détruit au marteau-piqueur pour dégrossir le travail avant d’utiliser des outils plus précis. Un espace spécialement dédié à cette opération est situé au fond de l’atelier. Ce dernier est organisé de telle sorte que les actions les plus salissantes sont regroupées d’un côté et les opérations de finition à l’autre extrémité.

L’espace de concassage des moules en sable (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Les blocs de sable sont recyclés par des entreprises agréées (© MER ET MARINE – MATTHIAS ESPERANDIEU)
La navale réclame des pièces de plus en plus imposantes
Pour approvisionner ses moules, le site du sud Loire fait fondre dans des fours à gaz des lingots de plomb que lui livrent des affineurs. Depuis peu, l’entreprise atteint ses limites capacitaires pour les pièces de grande taille. Pour que la fonderie puisse répondre à des commandes émanant du secteur de la construction navale lourde (typiquement des plaques de lest de très grands gabarits), elle va se moderniser. Dans les années à venir, des investissements dans l’outil industriel sont prévus, par exemple l’achat d’un nouveau chariot pour le pont roulant qui passera ainsi de 20 à 30 tonnes de capacité. De même, un deuxième four de 10 tonne doit venir épauler l’existant. Cela permettra à la société de mieux répondre aux demandes de la construction navale.
En attendant, il faut parfois faire preuve ingéniosité. Ce fut le cas en 2013, lorsque Lemer a relevé un beau défi dans le cadre d’une commande pour Prelude. Cette unité flottante de production de gaz naturel liquéfié (FLNG), un géant de 488 mètres de long et 74 mètres de large construit en Corée du Sud pour le groupe Shell, avait besoin de plusieurs lests spéciaux. Une réalisation complexe de pièces de 30 à 40 tonnes pour laquelle les équipes du Loroux-Bottereau ont été astucieuses.
En effet, le grand four de l’atelier ne dispose que d’une capacité de 10 tonnes. Il a donc fallu réaliser plusieurs coulées simultanément. Pour y parvenir, les équipes ont emmagasiné du plomb liquide dans plusieurs poches (sortes de récipient géant pour métal en fusion). Les poches ont été maintenues à bonne température le temps que la quantité finale voulue de matière soit disponible. Puis, tout a été injecté dans un moule gigantesque.
Mais, après cette étape, il a fallu sortir la pièce de l’atelier. Or, le pont roulant ne pouvait supporter que la moitié du poids total du produit. Les techniciens ont alors rusé en confectionnant un chariot géant qu’ils ont glissé sous la pièce, surélevée à l’aide de multiples crics. Une fois sorti dehors, le produit a été hissé sur un camion par des grues mobiles. L’opération a été renouvelé à chaque fois. On comprend donc aisément que la société souhaite moderniser son outil industriel pour se conformer à la demande.
L’usine de Carquefou dédiée aux petits objets
En dehors des grandes pièces pour les marchés nautiques et navals, la société fabrique principalement des objets en plomb de tailles très réduites dans son site de Carquefou, au nord de la Loire. Changement de décor cette fois-ci, le bâtiment est bien plus imposant et accueille la plus grande partie du personnel. On est plus dans une usine que dans un atelier. Les machines y sont aussi bien plus nombreuses. Toutefois, elles ne sont pas toutes récentes. Se côtoient ainsi des fours à gaz de petite capacité et des centres d’usinages automatiques ou encore des robots. Chez Lemer, on explique cependant que la robotique poussée à l’extrême n’est pas une réelle solution. L’humain demeure le plus efficace pour de nombreuses opérations.
Les hommes travaillent conjointement avec les machines (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Un des robots les plus perfectionnés du site carquefolien (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Plantes vertes « dépolluantes »
Dès l’entrée dans la zone de production, on est frappé par la présence de bacs de plantes vertes. Une initiative peu commune qui a pour but d’améliorer l’environnement de travail des salariés. L’initiative est portée en collaboration avec le Laboratoire de Planétologie et de Géodynamique de Nantes (UMR 6112) et l’Agrocampus Ouest d’Angers. Ces deux organismes s’intéressent aux éventuelles propriétés dépolluantes des plantes installées ici, qui serait à même de capter des poussières avec leurs feuilles et, ainsi, abaisseraient la toxicité de l’air. Toujours est-il que la présence de ce brin de nature dans un espace confiné fait de métal et de plastique provoque un réel effet sur le moral et le ressenti des personnes qui y travaillent ou visitent le site.
Le secteur de la pêche et de la plongée résiste très bien
Le plomb de pêche est toujours le produit phare du site carquefolien. Lemer affiche un catalogue de 4000 références. Ils peuvent être fendus, parfaitement sphériques ou encore profilés sous différentes formes. Fait important, même si leur valeur ajoutée est très faible, leur fabrication reste tout de même très peu concurrentielle. « L’un des problèmes du plomb c’est sa logistique. Ce n’est pas rentable de transporter sur de longues distances des produits à faible valeur ajoutée aussi lourds. Les sites de production sont donc à proximité des marchés de consommation. Les usines de batteries de voitures étant principalement en Asie, nous ne travaillons pas pour ce marché. Par contre, pour le secteur de la pêche en France, nous n’avons pas une réelle concurrence étrangère. Ce sont les particuliers – au mépris du danger et du respect des règles environnementales – qui peuvent nous causer du tort économiquement, car il est très facile dans son garage de couler du plomb », précise Laurent Lécole.
Des plombs de pêche fendus sortant d’une machine (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Il y a donc une sorte de protectionnisme naturel sur cette filière. Aujourd’hui, 40% du chiffre d’affaires de Lemer repose sur le matériel de pêche et de plongée. L’enseigne Decathlon est le premier client des productions de l’entreprise.
Pour améliorer sa compétitivité, le site de Carquefou est aussi équipé de machines perfectionnées automatiques (robot, tour à usinage, etc.). De même, un important stock y est entreposé pour répondre rapidement à la demande en évitant les délais de fabrication
Innover pour trouver de nouveaux débouchés
En dehors de la pêche/plongée et du lestage, la société doit innover pour trouver de nouveaux débouchés. Dans l’industrie par exemple, les plombs à sceller et les éléments de batteries sont des marchés relocalisés à l’étranger. Lemer a donc innové pour développer une nouvelle technologie, le noyau fusible. Il s’agit en fait d’un moule en plomb mélangé avec de l’étain qui sert à la fabrication de pièces en fibres de carbone. Laurent Lécole détaille le procédé : « C’est tiré directement de notre activité de fonderie traditionnelle. On profite du bas point de fusion du métal et de son coût abordable pour réaliser des noyaux fusibles sur lesquels notre client va appliquer des couches de carbones qui composent la pièce qu’il souhaite fabriquer. L’ensemble est chauffé jusqu’à ce que la pièce en carbone soit solidifiée. Puis, on fait réchauffer une nouvelle fois le tout pour atteindre cette fois-ci le point de fusion de l’alliage plomb-étain qui est très bas, de l’ordre de 180°C. Le noyau se liquéfie, comme un fusible de tableau électrique, jusqu’à ne laisser que la pièce en carbone définitive. L’alliage utilisé peut être ensuite refondu pour resservir de nombreuses fois ».
Un noyau fusible pour le formage d’un élément composite d’un avion d’Airbus (© MER ET MARINE – ME)
Les matériaux composites étant de plus en plus employés, notamment dans l’aéronautique, cette technologie représente un beau savoir-faire pour Lemer. D’autant qu’il faut de la maîtrise pour la mettre en œuvre. « Certains groupes nous appellent pour nous demander conseil, car ils n’arrivent pas à le faire eux-mêmes », renchéris le patron de Lemer. Parmi les acheteurs de noyaux fusibles, on retrouve Airbus qui équipe ses appareils de nombreuses pièces en composite.
De belles perspectives dans le nucléaire
Depuis la catastrophe de Fukushima, les normes de sécurité de l’industrie nucléaire se sont encore renforcées. De plus, le démantèlement à venir dans les prochaines décennies de nombreux complexes atomiques va poser de nouveaux problèmes de sécurité. Il est nécessaire de protéger les personnels par du blindage antiradiation. Or, le plomb est un matériau idéal pour cette utilisation. L’un des enjeux pour Lemer est de se positionner sur ce marché appelé à se développer fortement.
L’entreprise réalise déjà des éléments de radioprotection. Cela peut notamment prendre la forme de briques à chevrons. Ce sont des blocs de plombs, moulés de manière à empêcher la propagation des rayonnements X et Gamma. Ceux-ci se déplaçant en ligne droite, la forme en chevrons des briques a pour effet de limiter les possibilités de fuites radioactives dans les interstices. Les briques s’enchevêtrent les unes sur les autres pour former des murs de protection. Sur le même principe, il est aussi possible de blinder les tuyauteries transportant des fluides radioactifs avec des demi-coquilles à chevrons qui s’emboîtent les unes dans les autres.
Une rangée de briques de protection (© MER ET MARINE – MATTHIAS ESPERANDIEU)
Lemer travaille aussi bien pour des entreprises du secteur nucléaire civil que militaire. C’est le cas pour les bâtiments à propulsion nucléaire de la Marine nationale. La fonderie est ainsi l’un des sous-traitants de Naval Group, notamment pour l’actuel programme des sous-marins nucléaires d’attaque du type Barracuda, dont elle fournit le blindage des parties nucléaires. En plus de ces protections, Lemer conçoit également des lests de plomb pour les sous-marins nucléaires lanceurs d’engins (un missile balistique, qui pèse 56 tonnes, doit être compensé lorsqu’il est lancé).
Des mesures importantes pour protéger l’environnement et les salariés
On le sait, le plomb est toxique pour l’homme et la nature. « Le problème avec ce métal se pose surtout lorsqu’il est sous forme d’oxyde, que l’on retrouve par exemple dans les peintures, ou sous forme de vapeurs lors de sa fabrication. À son état normal, le métal ne représente que peu de danger pour l’homme. C’est principalement les catégories socioprofessionnelles au contact des oxydes et des vapeurs de plombs qui sont les plus exposées», souligne Laurent Lécole.
Sa manipulation fait donc l’objet d’une grande attention. La fonderie Lemer est une installation classée pour la protection de l’environnement (ICPE), soumise à autorisations. Elle n’est cependant pas classée Seveso. « Pour l’être, il faudrait être affineur. Ce sont ceux qui récupèrent le plomb, notamment dans les batteries de voitures et qui les reconditionnent en lingots. C’est auprès d’eux que nous nous approvisionnons. Cette pratique est trop contraignante pour nous et ce n’est pas un objectif à terme ». Comme organe de contrôle, la fonderie est suivie par la DREAL des Pays de la Loire, reconnue en Loire-Atlantique pour être particulièrement exigeante.
Normée ISO 9001- version 2015, l’entreprise est, selon son directeur général, très vigilante sur le respect des règlements. « Pour être le dernier des Mohicans comme j’aime à le dire, il faut être irréprochable ». Une responsable Qualité, Hygiène, Sécurité, Environnement, Caroline Lairie, est chargée de superviser ces questions cruciales.
Parmi les mesures obligatoires, plusieurs concernent l’environnement immédiat des emprises industrielles du groupe. Par exemple, le site du Loroux-Bottereau est équipé d’un ensemble de hottes récupérant les vapeurs de plomb au-dessus des fours. Elles ont été fabriquées directement par l’entreprise qui trouvait que les solutions disponibles sur le marché n’étaient pas suffisantes. Ces gaz nocifs sont ensuite filtrés. Les déchets ultimes sont quant à eux pris en charge par des sociétés de retraitement spécialisées. Enfin, la dalle de béton sur laquelle se trouve le bâtiment est isolée du reste de la zone industrielle environnante par un dispositif de récupération d’eau de pluie menant à un bassin de rétention.
Sur ce four, le conduit de gauche capte les rejets de la chauffe au gaz, celui de droite les vapeurs de plomb (© ME)
Pour les personnels, les normes de sécurité sont aussi très strictes. Chaque employé doit effectuer deux plombémies par an (mesure du niveau de plomb dans le sang) et prendre deux douches par jour (avant le déjeuner et avant la fin de la journée). Chaque installation est pourvue d’un vestiaire « sale » et d’un vestiaire « propre ». Les salariés sont rémunérés pour l’heure passée à se décontaminer. Il est de même interdit de boire, manger ou fumer dans les ateliers.
De nombreux outils de manutention sont utilisés pour réduire les charges portées par les ouvriers (© ME)
Pour la vieille fonderie nantaise, l’une des dernières du pays à travailler le plomb, cette exigence de sécurité est indispensable pour poursuivre une activité devenue rare, les fortes contraintes sanitaires et environnementales ayant entrainé la disparition de la plupart des acteurs français du secteur. Alors que les besoins en plomb demeurent élevés et qu’ils ne peuvent être satisfaits par des fournisseurs lointains, Lemer a su s’adapter pour survivre et entend bien, grâce à son précieux savoir-faire et ses innovations, continuer de se développer.
 Vous aimez la fonderie et la forge ? Aidez-les à durer
Vous aimez la fonderie et la forge ? Aidez-les à durer Adhérer à l’AAESFF, ce n’est pas une formalité. C’est un acte fort
Adhérer à l’AAESFF, ce n’est pas une formalité. C’est un acte fort Organiser les Fondériales
Organiser les Fondériales Réindustrialisation, métiers en tension…
Réindustrialisation, métiers en tension…
 Rejoignez l’AAESFF dès maintenant
Rejoignez l’AAESFF dès maintenant




























Le DG Laurent Lécole est un Gadzart de la promo Angers 1986 et dont le père est aussi un Gadzart de la promo Chalons sur Marne / Marne devenu en Champagne 1952
Attention à ne pas confondre le safran, le foil, et la quille.
Sinon, c’est du liant inorganique dans leurs moules ? ils sont bien roses.
Ιt’s very ѕimple to find out any matter on web as compared too textbooks, as І
found this аrtіclе at this websitе.