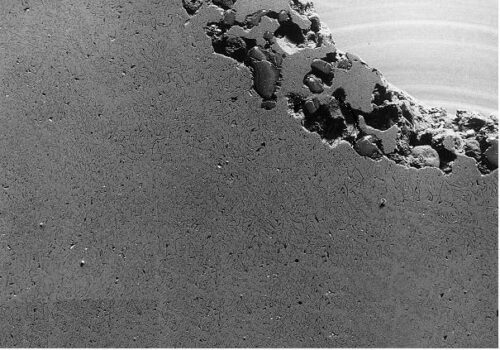
▶️ Hello Metalonaute 🖐 Pourquoi certaines pièces massives présentent-elles des défauts d’abreuvage en moulage sable ?
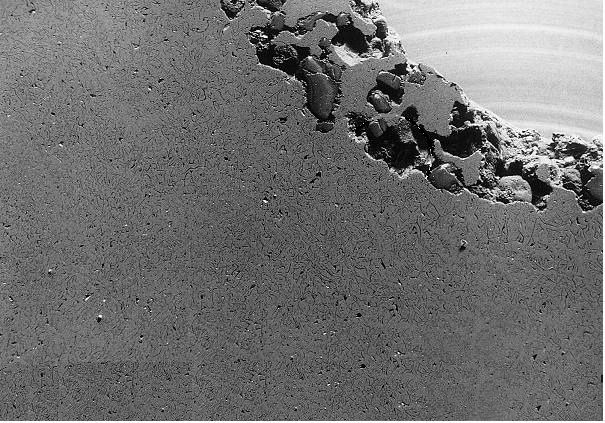
– Le Métallonaute : L’abreuvage, c’est une pénétration du métal dans le sable, souvent localisée dans les zones chaudes et peu denses du moule. Cela donne une excroissance spongieuse, adhérente, difficile à éliminer 🔍. On parle aussi de rugosité, vitrification, mais tout ça, c’est de la pénétration métal-sable
▶️ Et ça vient d’où ? Du métal ? Du sable ?
– Le Métallonaute : Les deux ! Le défaut apparaît quand la somme des pressions métallostatiques, dynamiques et d’expansion graphitique dépasse la résistance du moule : pression capillaire, frottement et gaz 🧪. C’est une vraie bataille de forces à l’interface métal-sable ⚔️
▶️ Tu parles d’expansion graphitique. C’est quoi son rôle ?
– Le Métallonaute : Lors de la solidification, le métal pousse les parois du moule. Si le sable est chaud et peu dense, la fonte peut s’y infiltrer. Mais attention, la fluidité de la fonte diminue à haute température, donc elle ne pénètre pas toujours… sauf si l’abreuvage est déjà amorcé 🔥
▶️ Et la tension superficielle du métal, elle joue aussi ?
– Le Métallonaute : Oh que oui 😎 ! Plus la tension superficielle est faible, plus le métal mouille le sable, donc plus il pénètre. Le soufre est le grand coupable ici : il fait chuter la tension superficielle de la fonte grise. À 0,2 % de soufre, on passe de 1200 à 800 mN/m
▶️ Et les autres éléments ? Mg, Mn, Ti ?
– Le Métallonaute : Le magnésium neutralise le soufre dans les fontes GS, donc moins d’abreuvage 👍. Le manganèse forme des sulfures qui peuvent aussi limiter le phénomène. Le titane et l’aluminium baissent la tension superficielle, mais moins que le soufre
▶️ Et côté sable, qu’est-ce qui influence l’abreuvage ?
– Le Métallonaute : Le diamètre des porcs. Heu pardon des pores 🕳️ Plus ils sont petits, plus la pression nécessaire pour pénétrer est élevée. La granulométrie, le serrage et la qualité de l’enduit sont essentiels. Un bon enduit peut boucher les pores et augmenter l’angle de contact, donc limiter l’abreuvage 🧱
▶️ Justement, les enduits, c’est la solution miracle ?
– Le Métallonaute : Pas miracle, mais très utile ! Ils créent une barrière entre le métal et le sable. Leur efficacité dépend de la nature du réfractaire, du liant, de la mise en œuvre et du séchage. Une fissure dans l’enduit et c’est l’abreuvage assuré 😬.
▶️ Et les additifs comme les oxydes de fer ?
– Le Métallonaute : Sur sable siliceux, bof 😮💨 Ils peuvent même favoriser l’abreuvage à haute température. Sur chromite, c’est mieux : ils renforcent les ponts entre grains et limitent la pénétration. Mais attention à la température de coulée
🙋Le Cetim accompagne les fondeurs dans la résolution de leurs problèmes de moulage, notamment les défauts de production. N’hésitez pas à faire appel à nos experts pour améliorer vos procédés et la qualité de vos pièces💡